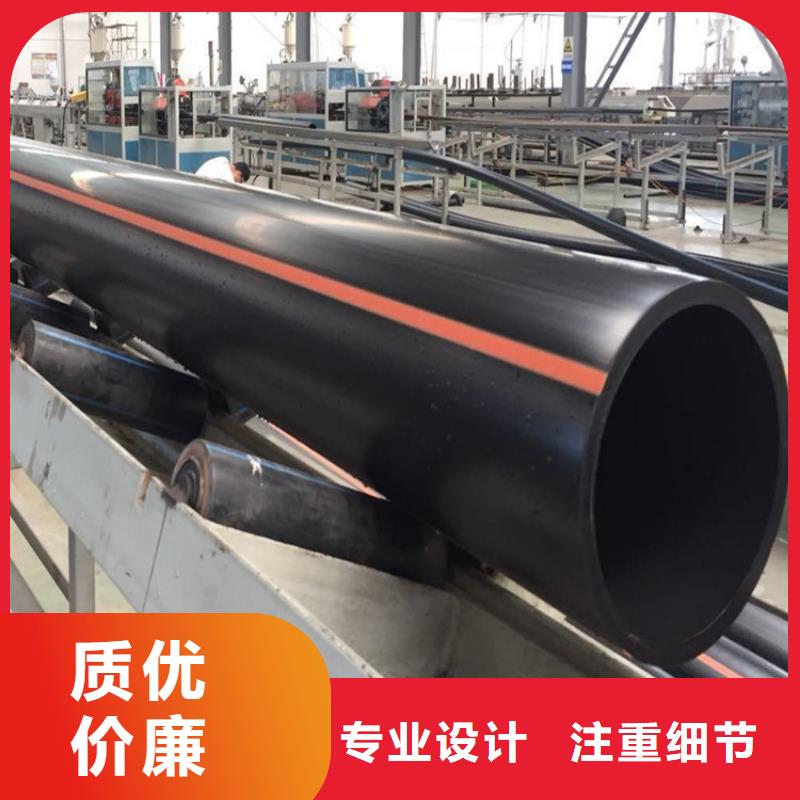

产品细节图

宿州PE燃气管热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。宿州PE燃气管电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小,焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。


公司实力

宿州PE燃气管是按照GB/T15558.1-2015和G5+PE001.1-2008的标准要求进行生产的。PE燃气管的连接方式主要有:热熔对接、电熔连接、钢塑过渡接头连接、法兰连接等。宿州PE燃气管材和管件的直径≥90mm,采用热熔对接或者电熔连接方法;直径≤90mm,采用电熔连接;若是与金属或其它材质的管道连接通常采用钢塑过渡接头连接或者法兰连接。宿州PE燃气管热熔对接的操作步骤:1、调试对接焊机,把待接管材放置于焊机夹具上并夹紧;2、用刨刀铣削连接端面并清洁管材待接面,然后校直对接件,其错位量不要大于管材壁厚的10%;3、当加热板的温度达到设定温度时,把管材放入加热板中进行加热;4、宿州PE燃气管加热完成后,在取出加热板快速启动油汞压力,使两管材加热面迅速结合,然后升压至熔接压力保压冷却。5、待冷却到规定时间后,把夹具打开,把管材从焊机上移开,连接就完成了。